
Dichtflächen-Finish
Geschliffen wird auf 120er Schleifpapier, welches man auf einer dicke Glasplatte mit Panzerklebeband fixiert.
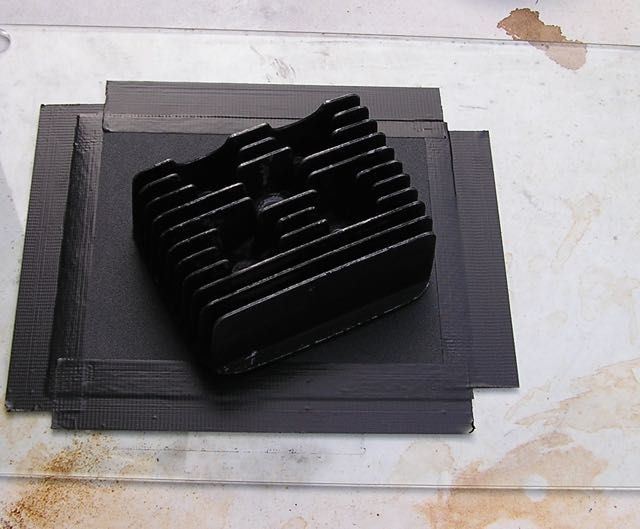
Man legt den Kopf oder den Zylinder mit der Dichtfläche auf das Sandpapier und dreht 4 Mal links-rechts, dann das Werkstück um 90 Grad versetzt positionieren und wieder 4 Mal hin und her drehen. Diese Prozedur noch zwei weitere Male durchführen, bis das Werkstück wieder in der Ausgangslage liegt. So werden Asymmetrien der Bewegung ausgeglichen.
Wichtig: Immer schön um die Mittelachse Zündkerzenbohrung bzw. Mittelachse des Zylinders drehen.
Am Schliffbild erkennt man, ob man fertig ist.


Bild: Schliffbild unfertig links, fertig rechts
Sind noch dunkle Stellen vorhanden, wie im Bild links, dann ist die Fläche noch nicht plan. Bitte einen weiteren Durchgang machen. Erst wenn die ganze Dichtfläche blank ist wie auf der rechten
Seite ist man fertig.
Die Dichtflächen sind dann besser als jemals zuvor. Bei einem Ergebnis wie oben rechts kann ohne Kopfdichtung gefahren werden. Die absolut sauberen Flächen werden vor dem Zusammenbau mit
Lagerfett eingeschmiert.
Hinwis: Diese Methode ist ein Finish um im Hundertstelbereich die Flächen zu verbessern. Bitte nicht versuchen 0,1 mm oder mehr auf diese Weise abzutragen. Die Fläche wird unweigerlich ballig.