
Zylinderkopfdemontage
Tank abnehmen
- Schraube unter dem Tank demontieren
- Der Tank ist von unten mit Imbus-Schrauben befestigt, diese lösen.
- Tank vorsichtig nach hinten oben abziehen
- Die Verkleidungsteile müssen alle ab.
Wasser ablassen
- Schlauch rechts am Motor demontieren
- Ablass-Schrauben an den Zylindern demontieren
- Der Verschlussdeckel des Kühlwassersystems befindet sich unter dem Tank.
- Vorsicht: Das Kühlwassersystem steht bei warmem Motor unter Druck. Verbrühungsgefahr!
- Kühlwasserdeckel bei kaltem Motor öffnen
Erst jetzt läuft das Wasser aus dem System ab.
- Motorad nach rechts und links kippen und vor und zurück bewegen. Das ist wichtig, sonst läuft Euch das restliche Wasser bei der Zylinderdemontage in den Kurbelkasten.
Kühlwasserschläuche demontieren
Häufig sind die Schläche festgebacken und müssen durch leichtes Drehen gelöst werden. Nehmt dazu eine Wasserrohrzange, die zuvor an den Zähnen mit Klebeband umwickelt wurde. So verhindert Ihr eine Beschädigung der Schläuche.


Bild: Schraube unter Tank


Bild: Schlauch rechts am Motor
Bild: Ablass-Schrauben Zylinderfuss

Bild: Kühlwasserverschlußdeckel

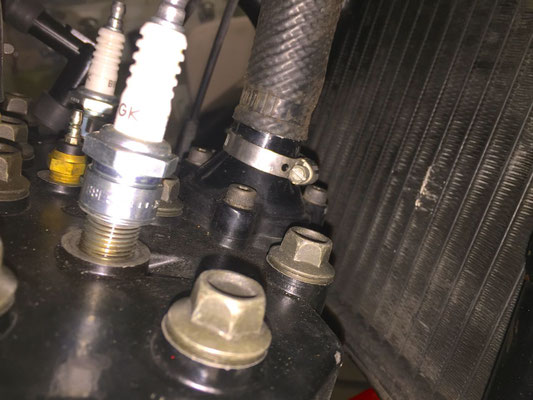
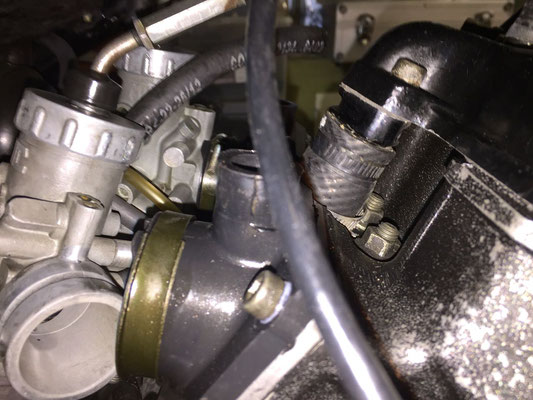
Bild: Kühlwasserschläuche Zylinderkopf
Tuning von Zylinder Kolben und Zylinderkopf
Maßnahmen
Zylinderkopf
- Quetschkante auf 1mm reduziert und Kalottenvolumen wieder vergrössert
Kolben
- Zwei 6mm Bohrungen im Kolben unterhalb der Ringe
- Kolbenhemd bearbeitet und gekürzt
Motorgehäuse
- Überströmer im Motorgehäuse angeglichen
Zylinder
- Zylinderbuchse am Fuss bearbeiten
- VForce2 Membranen
Steuergerät
- Steuerkurve des Power-Valves wie bei der 31K
Resultat
Vergaser und Auspuff bleiben die der Serie. Dennoch ist das Moped kaum wiederzukennen und zieht einfach kontinuierlich immer stärker mit steigender Drehzahl bis über 9000 1/min. Bei 8000 1/min ist das Drehmoment so stark, dass die unveränderte Serien-Kupplung durchrutscht. Subjektiv geht die RD wie die Fazer 600 Bj1999.
Die Motortemperatur geht mit dem Serienkühler bei zügiger Fahrt kaum über den ersten Teilstrich.
Zylinderkopfbearbeitung
Originalmasse Zylinderkopf
Messwerte:
-
Quetschkante im Kopf: 0,8
-
Kopfdichtung original Yamaha dreilagig:
-
- 1,0 mm vor Einbau
- 0,8 mm nach Einbau
- Rückstand Kolben im Zylinder: 0,05mm
- Quetschkante zusammengebaut: 1,6 mm
- Brennraumvolumen im zusammengebauten Zustand gemessen: 17,73 ccm
- Gemessenes reines Kopf-Volumen : 22 ccm
- Gemessene Verdichtung ab UT: 10,76
Werte der Serie:
Nach Recherche verschiedener Unterlagen ist das Brennraumvolumen im Originalmotor
- 31K : 18,2 ccm
- 1WW: 17,2 ccm
Originale Verdichtung ab UT 31K: 10,5
Originale Verdichtung ab UT 1WW: 11,0
Bearbeiteter Kopf und Dichtung
Der Kopf wird geplant bis die verbleibende Kante im Kopf auf 0,2 mm reduziert ist. Danach das reine Kopfvolumen messen und wieder auf 21,3 ccm vergrössern . Die 21,3 ccm beziehen sich auf das Volumen bis unterkante Kerzengewinde. Das Brennraumvolumen des zusammengebauten Motors beträgt jetzt 17,2 ccm
Messwerte nach planen des Kopfes
-
Verbleibende Kante im Kopf nach planen: 0,2 mm
-
Rückstand Kolben im Zylinder: 0,05mm
- Quetschkante zusammengebaut: 1,0 mm
- Gemessenes Kopfvolumen nach planen und noch ohne Vergrösserung der Kalotte: 19,5 ccm
- Gemessenes Kopfvolumen nach Vergrössern der Kalotte: 21,3 ccm
- Brennraumvolumen im zusammengebauten Zustand gemessen: 17,2 ccm
- Verdichtung dann: 11,1
Zu höher Verdichtungen sollte man auf keinen Fall gehen. Bei 1: 11,4 wurde bei mir die Kerze B8ES bereits verdächtig hell.



Bild: Messen des Kopfvolumens mit Plexiglasscheibe
Mit einer Plexiglasscheibe deckt man den Brennraum ab und füllt durch ein Loch in der Mitte mit einer Spritze gefärbtes Wasser ein. Ich nehme blaue Tinte zum einfärben, damit man es besser sehen kann. Damit sich keine Blasen bilden und die Luft komplett entweichen kann, müssen mehrere Löcher im Bereich der Quetschkante und der Kalotte gebohrt werden.
Kolbenbearbeitung
Kolbenausschnitte vergrössern
Die Größe des Ausschnittes wird durch drei Dinge begrenzt:
1) Der verstärkte Rand auf der Auslasseite sollte nicht zu stark geschwächt werden
2) Auf der Einlasseite darf das Kolbenhemd nich schmaler als der Einlasskanal werden
3) Die schmalste Stelle (rote Pfeile Bild unten Mitte) sollte nicht kleiner werden.



Bild Kolben 1

Belüftungsbohrung Kolben und Zylinder
Zwei 6 mm Bohrungen befinden sich oberhalb des Kolbenbolzens auf der Einlasseite. Diese ermöglichen es dem heissen Gas, dass sich zwischen Kolbenbolzen und Kolbenkrohne sammelt, zu entweichen. Es entsteht so ein Wirbel, der die empfindlich heisse Auslasseite des Kolben mitkühlt.



Zylinderbarbeitung

